玻璃鋼化爐的鋼化(huà)風壓是鋼化工藝參數中最為重(chóng)要的工藝參數之一,鋼化風壓對玻(bō)璃的鋼化程度與鋼化(huà)效(xiào)果產(chǎn)生直接(jiē)的影響。
鋼化風壓的設定一(yī)方麵依(yī)據玻璃的厚度,玻璃越薄,對鋼化風壓的要求就越高,不過鋼化風壓設置過大會導致玻璃的自爆幾率(lǜ)的(de)升高;
另一方麵也要(yào)參考玻璃的顏色、玻璃的開孔開(kāi)槽狀態(tài)。
鋼化風壓的調節可以在計算機上進行控製,但上風柵的風壓與下風柵的風壓調節一般需要對上下風路中(zhōng)心位置的導流板進行調整,導(dǎo)流板位於(yú)上(shàng)下風路的中心位置,用來調節上風柵風(fēng)壓與下(xià)風柵(shān)風壓的大小,向上調是加大上風柵的風壓(yā)減小下(xià)風柵 的風壓,向下調是(shì)加大下風柵的壓力和減小上風柵的(de)風壓。
冷卻風壓的主要作用在於降低鋼化後玻璃的溫度,對玻璃的鋼化程度不會(huì)產生影響。
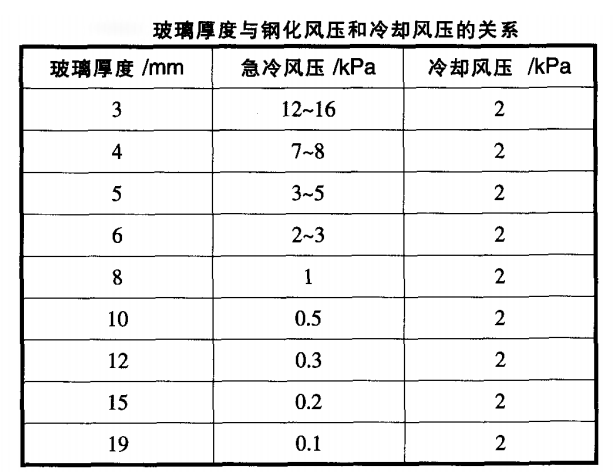
下麵說明一下不同厚度玻璃的鋼化風壓和冷卻風(fēng)壓,可參照下表。